诚德钢管大口径分厂
---重油炉计算机自控系统
江苏诚德钢管股份有限公司位于扬州市东郊——江都市,占地100万平方米,京沪高速公路、宁启铁路成直角在公司总厂东北侧交汇。
江苏诚德钢管股份有限公司目前拥有两条完整的钢管生产线:一条为20万吨的锅炉管生产线;一条为10万吨级的全线引进设备的油套管丝扣加工生产线,是继宝钢、天津之后的国内引进的第三条专业生产线。
江苏诚德钢管股份有限公司采用国际标准或国家标准组织生产,于1996年通过ISO9002质量体系认证,美国石油协会API认证,国际国内所有船级社认证,2003年初,通过ISO9001:2000换版审核。“新型锥形辊热轧延伸新工艺”获冶金部科技进步三等奖;“诚德”牌高压锅炉用无缝钢管、油套管获江苏省名牌产品;12Cr2MoWVTiB、T91高压锅炉管,J55套管、N80平式油管获江苏省高新技术产品;T91高压锅炉管、高加管获国家级新产品。“诚德”牌为江苏省著名商标。
 一、任务要求
一、任务要求
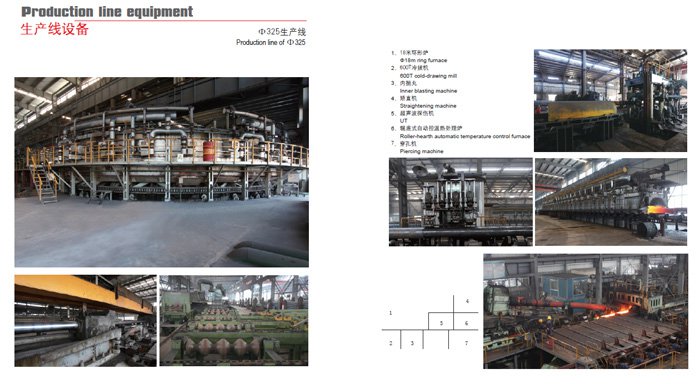
江苏诚德钢管股份有限公司大口径分厂新上燃油(重油)热处理炉1套,该炉设有温度测控点12个,采用热电偶测温,由热处理炉顶部插入,均匀分布于炉内。要求通过调节燃油调节阀开度,控制燃油炉内各测控点温度。
二、系统概述
该系统采用上、下位机两级监控,上位机采用工业控制计算机,主要负责工艺参数管理、炉温集中监控、运行参数的设置、温度曲线记录、
事件记录及生产报表打印等功能。
下位机采用单回路可编程PID调节器,主要负责现场温度信号的采集与温度控制;上、下位机之间通过RS485工业现场总线进行通讯;正常情况下,智能仪表被设置为遥控(remote)方式,仪表完全接受工控机的指令对炉温进行控制(仪表面板上仅能查询,不能执行其他操作);当智能仪表设置为本地(Local)方式时,仪表脱离工控机控制,可直接操作仪表面板实现温度工艺等参数设定、操作,以便单独控制各台电炉。
执行器采用精小型智能电动调节阀
温度传感器采用K型热电偶
三、系统配置
1、 上位机系统配置
|
序号 |
名称 |
型号规格 |
数量 |
备注 |
|
1 |
工控机 |
P4 2.8/256M/120G/17” |
1套 |
美国DELL |
|
2 |
激光打印机 |
A4 |
1台 |
惠普 |
|
3 |
UPS电源 |
TG500 |
1台 |
|
|
4 |
通讯转换器 |
|
1台 |
|
|
5 |
操作系统软件 |
Microsoft Windows 98 |
1套 |
|
|
6 |
组态软件 |
|
1套 |
力控 |
|
7 |
控制软件 |
|
1套 |
中控 |
|
8 |
通讯电缆 |
|
100M |
|
|
9 |
直流稳压电源 |
|
1台 |
|
|
|
|
|
|
|
2、 下位机及执行器、传感器
|
序号 |
名称 |
型号规格 |
数量 |
备注 |
|
1 |
仪表柜 |
1800×700×500mm |
1面 |
本公司 |
|
2 |
智能调节仪 |
JCR-33A-A/M,C5 |
8台 |
日本Shinko |
|
3 |
智能电动调节阀 |
ZDFP-15 |
4台 |
|
|
4 |
智能电动调节阀 |
ZDFP-15 |
8台 |
|
|
5 |
配电器 |
|
4 |
|
四、系统主要功能
1、功能概述
本系统由8个闭环回路构成,每个回路都有软硬两种控制方式,已确保系统的安全和稳定。正常运行状态下,智能仪表被设置为遥控(remote)方式,仪表完全接受工控机软PLC的指令对炉温进行控制;如果上位机出现死机或者通讯中断等状况,系统会自动将智能仪表设置为本地(Local)方式时,仪表脱离上位机控制,可直接操作仪表面板实现温度工艺等参数设定、PID调节、操作,以便单独控制重油炉炉温。
分布在炉顶两侧的8个热电偶采集现场油炉内的温度,通过补偿导线将数据送到智能调节仪。控制软件根据实际测量温度通过PID方式控制电动调节阀的开度百分比来控制重油的流量,以达到控温的目的。
二、系统启动
打开计算机后双击桌面“诚德钢管厂重油炉温监控系统”(如图2-1),
图2-1
系统会自动弹出用户登录界面(如图2-2),只有当用户输入正确的口令后才可以进入监控系统。如果有3次错误的密码输入或者用户点击取消按钮,系统会自动退出监控系统。
图2-2
当用户输入正确密码后系统会进入一个由flash动画组成的启动画面(如图2-3),如果想直接进入监控系统可以点击“跳过动画>>”。
图2-3
三、 系统运行

系统画面由两部分组成,界面上部是导航条(如图3-1),下部为主界面。
图3-1
导航条左端为标题栏

,显示的是当前系统的使用商。
导航条中间由两部分组成,一部分是主功能按钮,一部分是辅助功能按钮。主功能按钮

包括“主监控、棒式图、历史曲线、报表打印”按钮,点击主功能按钮可以打开主界面部分不同的功能界面。辅助功能按钮

包括“登录、退出”按钮,点击辅助功能按钮可以设置用户权限和退出系统。
导航条的右端由一块flash系统时钟和不同用户头像组成

。Flash时钟与本计算机系统的时间是同步的。不同的登录用户时钟右侧的用户头像也是不同的。
3、 主监控界面
由于本系统主要采集仪器是8块PID智能可编程调节仪,所以主监控界面由8个设定界面(如图3-2)组成。
图3-2
设定界面由四部分组成“启动停止、监测设定、报警及状态、运行时间”
启动停止部分
左侧是仪表号,右侧有“启动”和“停止”两个按钮。它们控制仪表的输出和停止状态。
监测设定部分

上部显示热电偶的测量值,下部显示仪表当前设定值并可对其进行修改。
报警及状态

上部显示报警设定值并可对其进行修改,中部显示当前报警状态(当测量值大于报警设定值时报警状态会显示为红色),下部显示仪表的运行状态(当点击启动按钮后,运行状态为绿色;当点击停止按钮后,运行状态为红色)。
运行时间

当点击启动按钮后系统开始自动计时,当点击停止按钮后运行时间自动清零。
4、 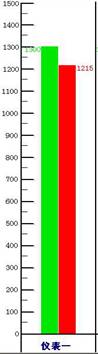 棒式图
棒式图
棒式图(如图3-3)界面由8组立体柱形组成,
每组立体柱形包括5部分。下部是仪表号;绿色
柱形按右侧标尺高度显示当前设定值,绿色文字
表示当前的设定值的数值;红色柱形按右侧标尺
高度显示当前测量值,红色文字表示当前测量值
的数值。
图3-3
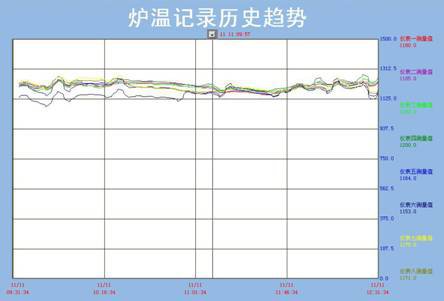
5、 历史曲线
历史趋势(如图3-4)主要由曲线显示、游标数值、记录时间构成。
图3-4
初始启动历史趋势界面时,曲线为实时趋势。当用户双击曲线任意位置时,系统会弹出“趋势设置”窗口(如图3-5)。这个窗口是用来设置曲线的显示方式的。起始时间:设置曲线由什么时间开始提取历史记录。时间范围:设置曲线横坐标的时间范围,即调用多少时间段内的趋势。数值范围:设置曲线纵坐标数值的上限和下限。

图3-5
左右移动趋势图的上方的游标

,趋势右侧的仪表数值会随游标的移动而变化。上图中游标右侧的数字表示当前曲线位置的日期是11日时间为11时9分57秒,此时趋势图右侧的仪表数值即为游标处曲线对应的温度值。
6、 报表打印
报表打印(如图3-6)由上下两部分组成。上部为报表起始时间设置及打印,下部为表格部分。
图3-6
起始时间设置是用来确定由什么时间开始调出报表记录。报表记录默认的时间间隔设置为每隔5分钟提取一次历史记录,报表共24行,总共提取2小时的记录。如果需要更改报表间隔时间和报表行数请与系统管理员联系。
表格上面的调度卡号、钢号、规格、标准可以在用户打印报表时手动通过键盘输入。右侧时间显示的是当前时间。
四、用户权限管理
本系统为分级权限管理,只有当用户输入正确的密码时才能登录。权限分为四级。操作工级、班长级、工程师级、系统管理员级。
操作工级:允许进入运行状态,查看和修改所有监测参数,但是不允许退出运行系统
班长级:除了具备操纵工的所有权限外,还有退出运行系统的权限
工程师级:可以添加和删除操作工、班长。
系统管理员级:管理本系统的所有参数,具备所有权限
五、常见问题处理
1、 主界面显示数值为0或-9999:
此问题通常是由于通讯故障造成。处理办法如下:
1.1检查仪表是否供电
1.2控制柜XD1-17、XD1-18端子接线是否松动
1.3通讯模块DATA+、DATA-端子接线是否松动
1.4通讯模块指示灯是否为常绿或者闪绿
1.5主机和通讯模块直接的串口数据线连接是否松动
2.界面无动作,不可操作,如果点击键盘上CAPS LOCK键键盘上caps lock指示灯无变化:
此问题一般是由于系统死机造成的。处理办法如下:
按住主机电源键四秒关闭计算机,15秒后再重新启动计算机。系统死机的原因非常多,一般是由于控制室内温度过高、计算机运行时间过长、主机内灰尘较多引起的。所以保持良好的控制室环境可以延长工控机的使用寿命,提高系统的稳定性
3系统恢复:
如果由于误操作或者误删除本系统文件,造成系统不能启动。开发商可能会让用户自行手动恢复系统,
恢复方法为:
重新启动计算机
删除D盘上“江苏诚德钢管厂重油控温系统”文件夹
打开D盘“备份”文件夹,复制“江苏诚德钢管厂重油控温系统”文件夹,粘贴在D盘根目录下
运行系统
如果出现其他问题请先联系开发商再进行处理,以免造成不必要的损失。
yl23411永利版权所有





 鲁公网安备 37081102000389号
鲁公网安备 37081102000389号